Magnetfinish GmbH
Brünigstrasse 64
6074 Giswil
Switzerland
+41 79 549 57 73
thiel@magnetfinish.com

EMO Hannover 2025
We exhibit our latest
machine generation at the booth of
our long-time partner
Wick AG Hall 11 - E 89
Process
Results
Essentials

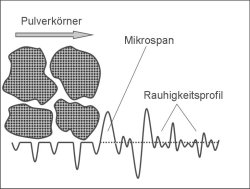
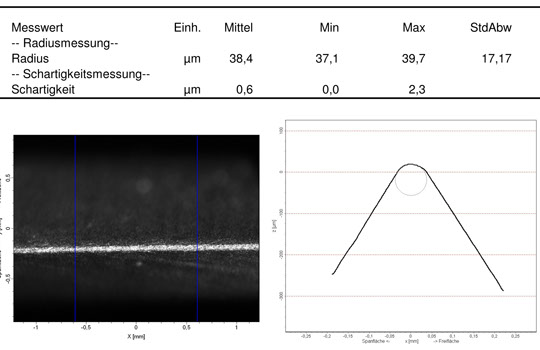
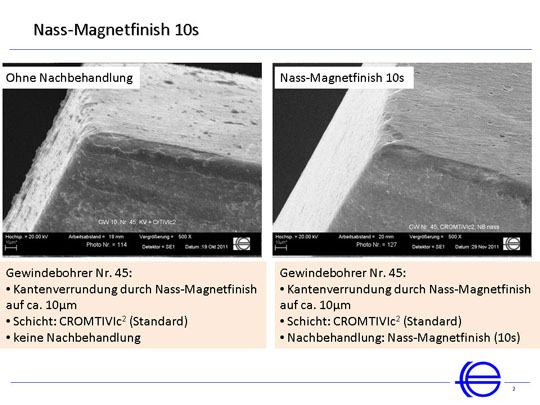
The Magnetfinish(MF) technology is a new mechanical process for technical surfaces. The workpiece is positioned in a magnetic field created by a magnetic disk. The gap is filled with magnetizable processing powder. The powder works during the process as an elastic tool. The hardness of this "tool" may be adjusted by the variation of definite technological parameters of the process. Surfaces will be smoothed till a roughness of Ra = 0,02 micrometers. Edges will get an exactly defined and reproducable radius between 3 and 50 micrometers. With this technology it is not only possible to process magnetic materials (e.g. HSS) but also light magnetic (e.g. carbide) and non-magnetic materials (e.g. Cermet).
Due to the drecreasing of the surface roughness and the reproducable edgerounding, the Magnetfinish technology is predestined for processing the whole variety of cutting tools. Typical examples are: Taps, endmills, drills, reamers, stamp tools etc. The process can be applied for both tools wich will get a coating layer and tools without getting coatings. Honing of the cutting edges extends the life time and performance of tools very significant. Polishing of the flutes improves the chip flow. When the process is applied to coated surfaces just in a few seconds droplets will be removed and the coating layer will be polished. The coefficient of friction of the tool decreased considerable. Beside cutting tools also components for automotive with special requirements to its surface and complex surface structures are examples for the wide range of applications. Our engineers are continuously testing together with our customers new application areas.
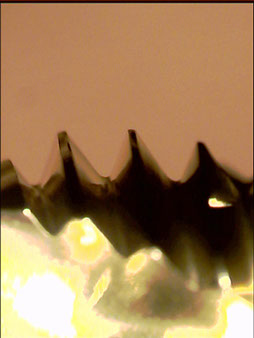
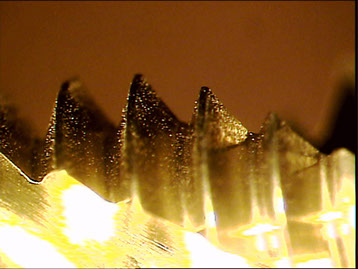
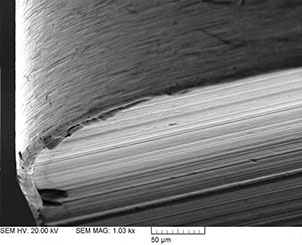
Honing 1
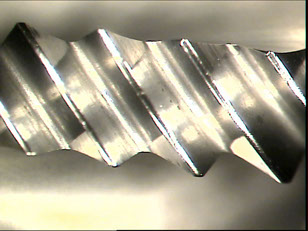
Polishing 1
Polishing 2
Honing 2
Honing 3
Deburring 1
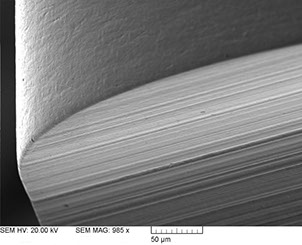
Honing 4
New Pic. 1
New Pic. 2

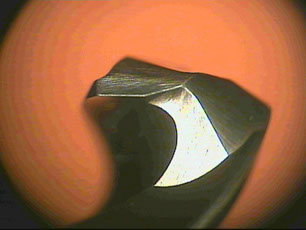
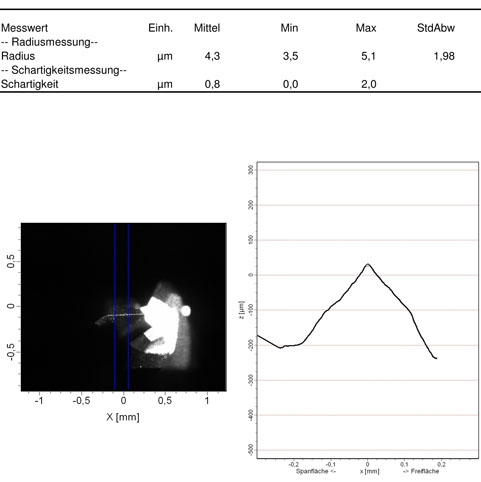
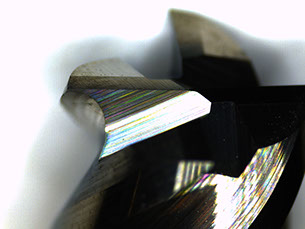
Honed Main Cutting Edge of 3mm Microdrill
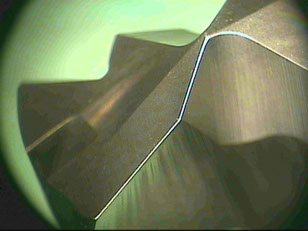
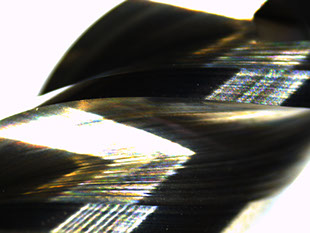
Honed Corner Roundmill
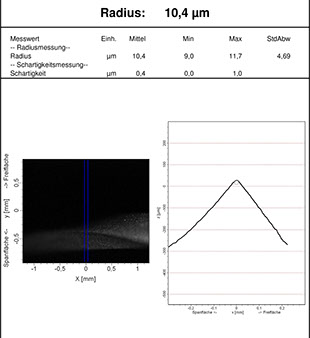
Honed Main Cutting Edge of 16mm Drill, 25 Micron
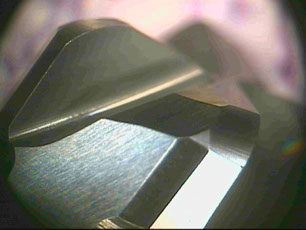
Honed Main Cutting Edge of 5mm Endmill

Above: TiN-Coated Tap M8 before Polishing with Droplets
Left: TiN-Coated Tap M8 after Polishing without any droplets
Uncoated Tap M8 before Polishing
Uncoated Tap M8 after Polishing
Uncoated Tap M12 before Polishing
Uncoated Tap M12 after Polishing
Uncoated Tap M12 before Polishing, 2. Tooth
Uncoated Tap M12 after Polishing, 2. Tooth
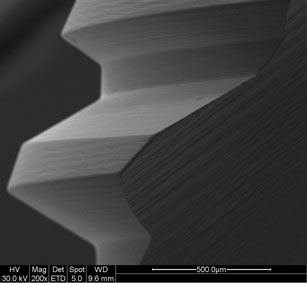
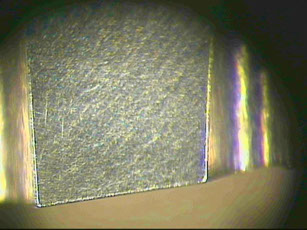
Honed Tap 10mm Magnification 200x
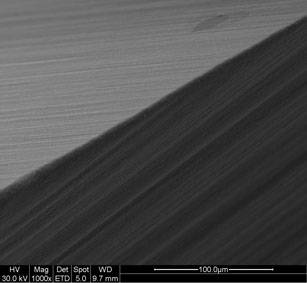
Honed Tap 10mm Magnification 1000x
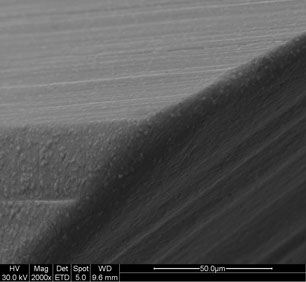
Honed Tap 10mm Magnification 2000x
Parts from injection system before deburring
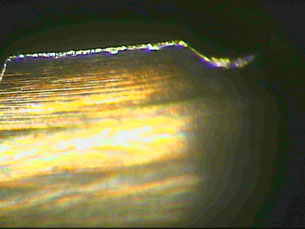
Tap M12, 2. Tooth before deburring
Parts from injection system after deburring
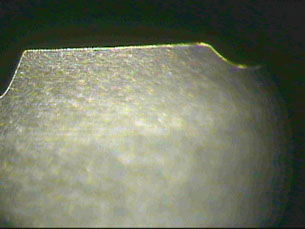
Tap M12, 2. Tooth after deburring

Before MF
Cylinder Cutting Edge of 6mm Square Endmill
After MF
Honed Square Endmill
After MF
Honed Square Endmill

Before MF
Tip Cutting Edge of 6mm Square Endmill
After MF
Honed Square Endmill
After MF
Honed Square Endmill
- perfect separation of edge honing from polishing and deburring
- consistent quality over the complete tool length
- one gripper for all diameters
- minimal processing time
- 100% reproducable results by continiously refreshing of processing powder
- fullautomized process for different tool types ; automatic adopted parameters
- wear-free processing heads
- no choking up of the cooling channels on drills
- low cost of consumable supplies
Copyright © 2025 Magnetfinish GmbH, Sandra Reichmann, all rights reserved
GENERAL BUSINESS TERMS